
W automatyce przemysłowej sterownik programowalny jest mózgiem maszyny, ale o jego skuteczności decyduje cała otoczka: zasilanie, okablowanie, zabezpieczenia, komunikacja i serwis. Dobrze zaprojektowany układ nie tylko uruchamia proces, lecz także ułatwia diagnostykę, ogranicza przestoje i znosi trudniejsze warunki pracy. Poniżej rozkładam temat na praktyczne elementy, z perspektywy instalacji elektrycznej, a nie samej teorii programowania.
Najważniejsze decyzje przy sterowaniu maszyną nie zaczynają się od programu
- PLC ma sens wtedy, gdy proces wymaga elastycznej logiki, diagnostyki i rozbudowy, a nie tylko prostego włączania i wyłączania.
- W instalacji elektrycznej kluczowe są: 24 V DC dla sterowania, separacja obwodów mocy i sygnałów, poprawne uziemienie oraz ochrona przeciwzakłóceniowa.
- Dobór sterownika zaczynam od liczby wejść i wyjść, komunikacji, środowiska pracy oraz rezerwy na przyszłą rozbudowę.
- Program według IEC 61131-3 upraszcza serwis, bo porządkuje logikę i ułatwia pracę zespołom utrzymania ruchu.
- Najdroższe błędy wynikają zwykle nie z samego sterownika, tylko z przewymiarowania, braku dokumentacji i słabego uruchomienia.
Czym jest sterownik PLC i dlaczego nie działa w próżni
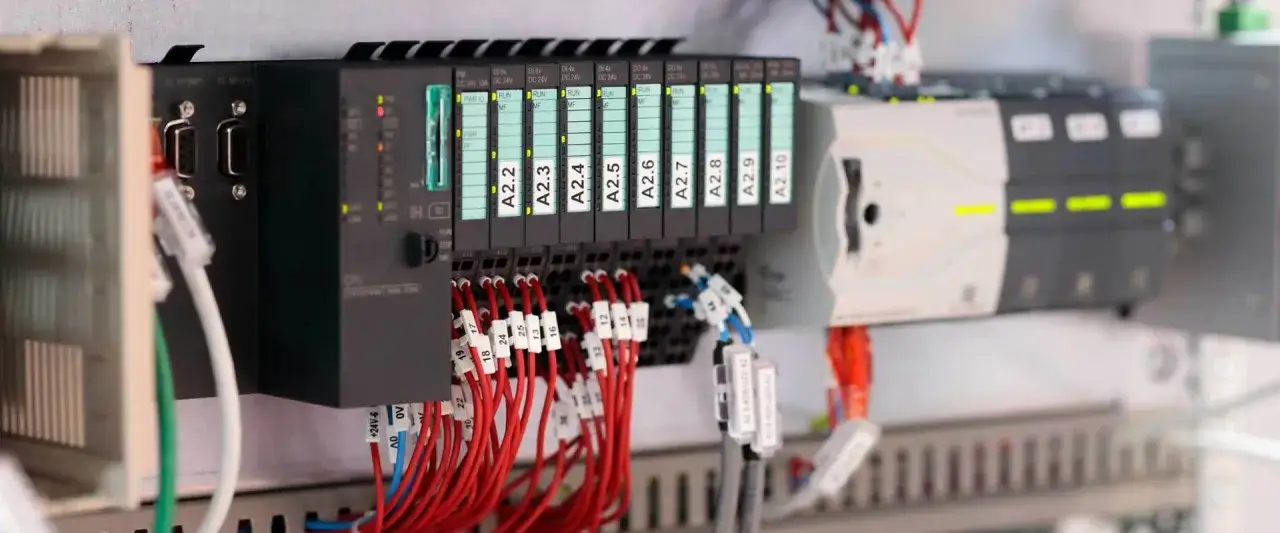
W praktyce traktuję sterownik PLC jako centralny punkt sterowania maszyną, ale nie jako samodzielny produkt. To zestaw współpracujących elementów: jednostki centralnej, wejść i wyjść, zasilania, komunikacji, czasem modułów bezpieczeństwa i panelu operatorskiego. Dopiero razem tworzą układ, który czyta sygnały z czujników, podejmuje decyzje i steruje napędami, zaworami, stycznikami albo falownikami.
Najprościej myśleć o nim jak o translatorze między światem elektryki a logiką procesu. Jedno wejście dostaje sygnał z krańcówki, drugie z czujnika ciśnienia, a program decyduje, czy uruchomić silnik, zgłosić alarm czy zatrzymać linię. Właśnie dlatego samo hasło „sterownik” niewiele mówi bez kontekstu instalacji.
| Element | Po co jest | Na co zwracam uwagę |
|---|---|---|
| Jednostka centralna | Wykonuje logikę programu i zarządza cyklem pracy | Czas cyklu, pamięć, odporność na zakłócenia, możliwość diagnostyki |
| Moduły wejść i wyjść | Odbierają sygnały z czujników i sterują elementami wykonawczymi | Typ sygnału, liczba kanałów, izolacja, zabezpieczenia |
| Zasilacz | Dostarcza stabilne napięcie dla logiki i peryferiów | Obciążenie, zapas mocy, odporność na spadki napięcia |
| Komunikacja | Łączy sterownik z HMI, napędami, SCADA i innymi urządzeniami | Protokół, prędkość, integracja z resztą instalacji |
| HMI | Umożliwia operatorowi podgląd i obsługę procesu | Czytelność alarmów, prostota ekranu, poziomy dostępu |
| Bezpieczeństwo | Zatrzymuje maszynę w warunkach awaryjnych | Przekaźnik bezpieczeństwa albo safety PLC, zgodność z procedurą zatrzymania |
Kiedy patrzę na te elementy jako całość, od razu widać, dlaczego sama specyfikacja procesora niewiele mówi o jakości całego układu. Następny krok to poprawne wpięcie sterownika w instalację maszyny.
Jak wpiąć sterownik w instalację elektryczną maszyny
W instalacji elektrycznej najwięcej problemów rodzi się nie w programie, tylko na styku mocy, sterowania i warunków środowiskowych. Dobrze zaprojektowana szafa sterownicza porządkuje te strefy: osobno prowadzę zasilanie, osobno sygnały, osobno komunikację i osobno ochronę. To nie jest estetyczny dodatek, tylko sposób na mniejszą liczbę błędów i łatwiejszy serwis.
W polskich projektach maszyn i szaf sterowniczych bardzo często odwołuje się do PN-EN 60204-1, bo porządkuje wymagania dla elektryki, sterowania i ochrony. W praktyce oznacza to między innymi sensowny podział obwodów, właściwe zabezpieczenia, czytelną dokumentację i przewidywalne zachowanie maszyny po awarii zasilania.
- Oddzielaj obwody mocy od sygnałowych - przewody silnikowe, falownikowe i zasilające prowadź tak, by nie wprowadzały zakłóceń do czujników i komunikacji.
- Trzymaj się jednego punktu odniesienia dla PE - poprawne uziemienie i ekranowanie kabli robią większą różnicę, niż wielu inwestorów zakłada na etapie projektu.
- Planuj miejsce na rozbudowę - wolne listwy zaciskowe, miejsce na moduły i zapas w szafie ułatwiają późniejsze zmiany bez demolowania układu.
- Zasilanie sterowania trzymaj zwykle na 24 V DC - to standardowe, bezpieczne i wygodne napięcie dla czujników, cewek i logiki.
- Nie lekceważ temperatury i pyłu - w zamkniętej szafie liczy się wentylacja, a w trudnym środowisku klasa ochrony obudowy, często IP20 wewnątrz, a przy cięższych warunkach IP54 albo IP65 dla całego rozwiązania.
W praktyce największą różnicę robią rzeczy mało efektowne: porządne oznaczenia, sensowne trasy kablowe, ekranowanie i zapas miejsca na serwis. Gdy to jest dopięte, można przejść do wyboru samego sterownika bez ryzyka, że dobry hardware zostanie wykorzystany w zły sposób.
Jak dobrać sterownik do konkretnego procesu
Dobór sterownika zaczynam od pytań o proces, a nie od marki. Ile jest sygnałów? Czy są wejścia analogowe? Czy potrzebne są szybkie liczniki, sterowanie ruchem, receptury, komunikacja z falownikami albo zdalny dostęp? Jeśli na te pytania odpowiem zbyt ogólnie, kończę zwykle z urządzeniem za małym albo niepotrzebnie rozbudowanym.
W małych aplikacjach, gdzie logika ogranicza się do kilku blokad i prostego sekwencyjnego startu, klasyczny układ przekaźnikowy nadal bywa rozsądnym wyborem. PLC zaczyna wygrywać wtedy, gdy pojawia się więcej czujników, alarmów, zależności między napędami i potrzeba szybkiej diagnostyki. Ja zwykle patrzę na to bez emocji: jeśli sterownik nie upraszcza życia po uruchomieniu, to znaczy, że został dobrany za wcześnie albo za „ciężko”.
| Kryterium | Co sprawdzam w praktyce |
|---|---|
| Liczba wejść i wyjść | Nie tylko stan obecny, ale też rezerwę na kolejną sekcję maszyny |
| Typ sygnałów | Cyfrowe, analogowe, szybkie liczniki, enkodery, temperatury, ciśnienie |
| Komunikacja | Integrację z HMI, napędami i nadrzędnym systemem produkcyjnym |
| Warunki pracy | Temperaturę, wibracje, zapylenie, wilgotność i wymagany poziom ochrony |
| Bezpieczeństwo | Czy wystarczy przekaźnik bezpieczeństwa, czy potrzebny jest safety PLC |
| Rozbudowa | Czy łatwo dołożyć moduły, zdalne I/O albo kolejne strefy procesu |
| Diagnostyka | Logi błędów, podgląd online, alarmy i czytelność dla utrzymania ruchu |
Jeśli instalacja ma być utrzymana przez lata, lepiej wybrać rozwiązanie trochę prostsze w bieżącej obsłudze niż maksymalnie „sprytne” na papierze. Z takiego podejścia płynnie przechodzi się do kwestii programowania, bo to ono decyduje, czy logika będzie czytelna dla elektryka, automatyka i serwisanta.
Programowanie według IEC 61131-3 porządkuje serwis
W automatyce bardzo cenię rozwiązania, które da się czytać po kilku miesiącach bez zgadywania intencji autora. Tutaj pomaga IEC 61131-3, czyli standard porządkujący języki i strukturę programów dla sterowników. Nie chodzi tylko o zgodność formalną, ale o to, że logika procesu staje się przewidywalna i łatwiejsza do utrzymania.
Najczęściej spotykam cztery języki, z których każdy ma sens w innym miejscu projektu. Ladder jest intuicyjny dla osób z elektryki, Structured Text sprawdza się przy bardziej złożonej logice, Function Block Diagram porządkuje bloki funkcyjne, a Sequential Function Chart dobrze prowadzi przez sekwencje kroków. Dobra praktyka polega na tym, by nie mieszać ich bez potrzeby i nie robić z programu labiryntu.
| Język | Kiedy używam | Co daje w praktyce |
|---|---|---|
| Ladder (LD) | Przy prostych blokadach, stycznikach, sygnałach dyskretnych | Jest czytelny dla elektryków i osób z utrzymania ruchu |
| Structured Text (ST) | Przy obliczeniach, recepturach, warunkach i danych liczbowych | Ułatwia bardziej zaawansowaną logikę i ogranicza dublowanie kodu |
| Function Block Diagram (FBD) | Przy blokach analogowych, regulatorach i przetwarzaniu sygnałów | Porządkuje strukturę układu i ułatwia śledzenie przepływu danych |
| Sequential Function Chart (SFC) | Przy maszynach pracujących krok po kroku | Ułatwia analizę sekwencji, stanów i przejść między etapami |
Ja zwykle szukam nie „najładniejszego” programu, tylko takiego, który po awarii da się szybko odczytać i odtworzyć. To podejście zaczyna się opłacać dopiero wtedy, gdy przechodzimy do uruchomienia i testów, bo dopiero tam wychodzą słabe decyzje projektowe.
Uruchomienie i testy odróżniają dobry projekt od przeciętnego
Faza uruchomienia jest brutalnie uczciwa. Jeśli gdzieś popełniono błąd w okablowaniu, logice albo zabezpieczeniach, to właśnie wtedy wychodzi on na jaw. Dlatego traktuję FAT i SAT nie jako formalność, ale jako realny test tego, czy maszyna zachowuje się przewidywalnie w każdym istotnym stanie pracy.
Najczęstsze problemy są zaskakująco przyziemne: zbyt mały zasilacz 24 V, brak rezerwy na moduły, prowadzenie przewodów sygnałowych obok kabli silnikowych, brak opisów lub brak kopii programu. Tego typu błędy nie są spektakularne, ale potrafią zatrzymać linię na godziny, a czasem na dni.
| Błąd | Skutek | Jak temu zapobiec |
|---|---|---|
| Za mały zapas mocy zasilacza | Reset sterownika przy rozruchu napędów lub awariach obciążenia | Zostaw co najmniej 20% zapasu i sprawdź prądy szczytowe |
| Brak separacji kabli | Zakłócenia, fałszywe sygnały, niestabilna komunikacja | Oddziel trasy mocy od sygnałów i stosuj ekranowanie tam, gdzie ma sens |
| Brak oznaczeń | Długi serwis i ryzyko pomyłek przy wymianie elementów | Opisuj przewody, listwy, moduły i punkty wejść/wyjść |
| Brak kopii programu | Niepotrzebny przestój po uszkodzeniu lub zmianie urządzenia | Twórz wersje backup i przechowuj je razem z dokumentacją elektryczną |
| Pominięcie testu bezpieczeństwa | Ryzyko dla ludzi i trudność w odbiorze maszyny | Sprawdź zatrzymanie awaryjne, blokady i reakcję na zaniki zasilania |
Po takim sprawdzeniu od razu widać, czy projekt jest gotowy do pracy, czy tylko „działa na biurku”. To dobry moment, żeby zamknąć temat w sposób praktyczny i pokazać, gdzie najlepiej lokować budżet, jeśli instalacja ma pracować długo i bez nerwów.
Gdzie naprawdę opłaca się inwestować w automatykę
W dobrze zaprojektowanej automatyce największą wartość daje nie sam sterownik, lecz przewidywalność całego układu. Dlatego nie oszczędzam na jakości zasilania, ochronie przepięciowej, chłodzeniu szafy, oznaczeniach i zapasie na rozbudowę. To są elementy, które później decydują o stabilności pracy bardziej niż różnice między modelami w katalogu.
Jeśli miałbym wskazać jedną zasadę, która najczęściej się sprawdza, byłaby to rozsądna rezerwa. Ja zwykle zostawiam 20-30% wolnych punktów I/O, miejsce na dodatkowe moduły i przestrzeń na serwis, bo późniejsza zmiana prawie zawsze kosztuje więcej niż dobre przygotowanie projektu na starcie. Przy instalacjach elektrycznych i automatyce przemysłowej to właśnie ta rezerwa odróżnia projekt „na chwilę” od rozwiązania, które da się rozwijać.
Dobrze dobrany PLC nie powinien imponować rozbudowaniem, tylko pracować stabilnie, dawać czytelną diagnostykę i pozwalać szybko wrócić do ruchu po awarii. Jeśli instalacja jest logicznie podzielona, program czytelny, a szafa zaprojektowana z zapasem, większość problemów znika jeszcze przed pierwszym poważnym przestojem.